突き出し量とたわみ量
加工技術
2019.10.30
切削工具の突き出し量とたわみ量の関係について
金型部品加工をするときに、エンドミルなどの切削工具を使用する。
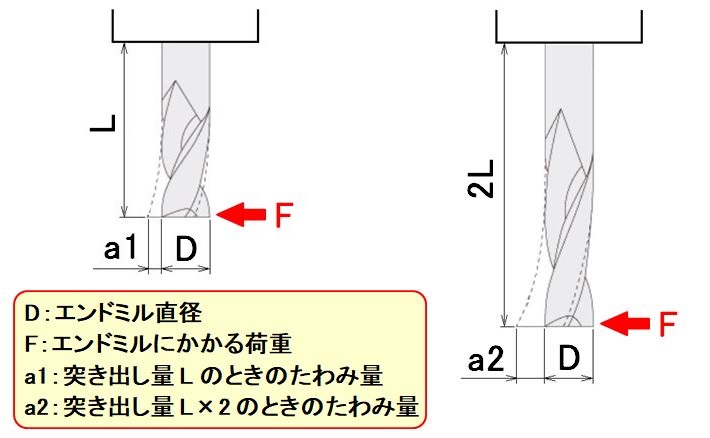
工具のたわみ量(逃げ量)は、突き出し長さの3乗に比例するため、上図のように突き出し量を2倍にすると、23=8 8倍のたわみ量になる。
a1のたわみ量が 0.1㎜ の場合、a2のたわみ量は 0.8㎜ になる。
工具直径 D とエンドミルにかかる荷重 F が同じ場合、突き出し長さ35㎜と45㎜で、どれ程のたわみ量が変化するか計算すると
453/353=2.1・・・
たった10㎜の突き出し長さの差が、2倍以上のたわみ量の差になり、加工精度に大きく影響を及ぼすことになる。
従って、1㎜でも短くチャッキングすることは大切です。
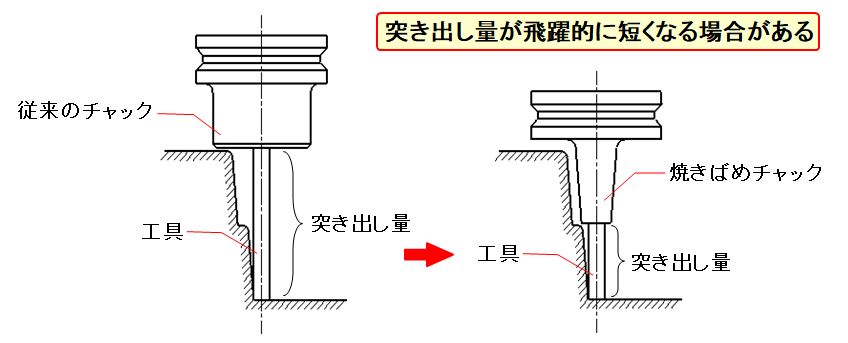
突き出し量を短くするには
ミーリングチャックなどに、切削工具をチャッキングする際には、加工物に干渉しないような長さを突き出さなければなりません。
上記で述べたように、干渉しない長さに突き出ししてあればよい訳ではなく、必要以上の長さでチャッキングしないことが大切です。
それでも、長い突き出し量が必要な場合があります。
そんなときは、チャッキングする部分が細い「ベビーチャック」や「焼きばめホルダー」を使って少しでも突き出し量を短くチャッキングする工夫をすることをおすすめします。
関連記事:急速、焼きばめの脱着方法

ご相談・お問合せ


