ロータリーワークヘッド
加工技術
2020.10.29

3軸マシニングセンターにインデックス付加軸としてロータリーワークヘッドが搭載でき、4軸に出来るマシニングがあります。
これは、牧野フライスのマシニングセンター「FNC106」で、導入してからかれこれ39年(2020年現在)の歳月が経過していて、当社で一番古いマシニングセンターになります。
最近は、故障の頻度が少し高くなってきましたし、位置精度や追従性が重要な加工物には適しませんが、位置精度が±0.05㎜程度の穴あけ加工や、金型の荒取り加工程度ではまだまだ現役として使っています。
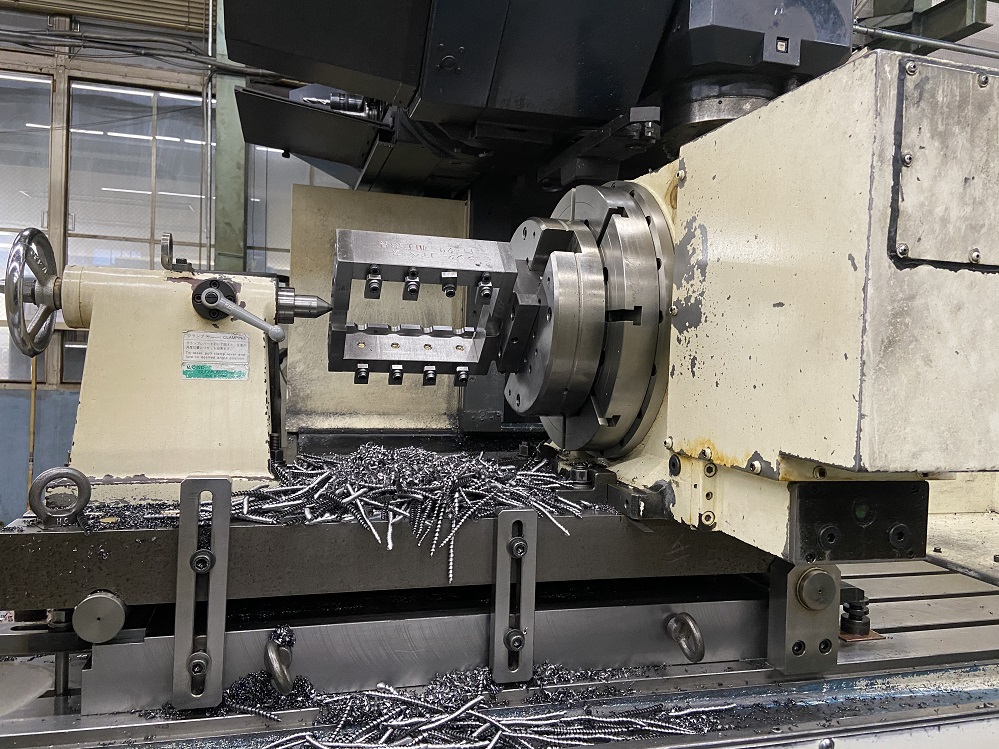
先にも記述した通り、ロータリーワークヘッドを搭載できますので、色々な角度からの穴あけ加工や簡単な2軸加工に重宝しています。
当社には横型マシニングセンターが何台もありますので、ロータリーワークヘッドがなくても4軸加工はできるのですが、横型マシニングセンターには心押し台がないため、Z軸方向に力がかかるような穴あけ加工には不向きで、心押し台を設置できるロータリワークヘッドの方が断然有利になります。
更に、ロータリーワークヘッドを取付けるベースをサインバー式の傾斜機構にしています。
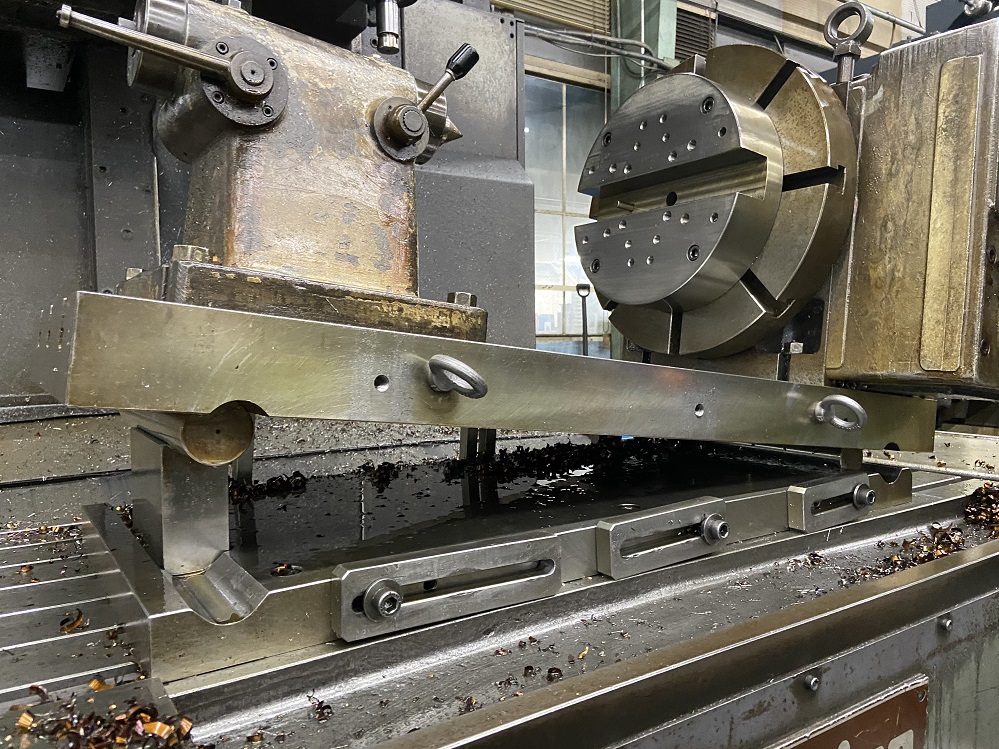
従って、固定5軸加工的なことは可能になりますが、5軸加工対応のCAMを保有していないので、実質的には複数方向に角度を傾斜させて3軸加工で切削することしかできませんが、ワンチャックで複数方向からの加工ができますので、リードタイムの短縮に大きく貢献できます。
当社の定番金型商品である「ピストン金型」の製作で必ず使用する加工方法ですので、当社で一番古い、このマシニングセンターが使えない状態になった時に困らないように、「GF8」という牧野フライスのマシニングセンターにも同じようなロータリーワークヘッドが付加できるような仕様を追加していますが、このマシニングも導入後16年が経過しています。
この加工以外にも、専用機として1台だけの設備ですと、壊れたときや修理ができないときのリスクを考えなければなりません。
そういった加工を探し、加工の因数分解を行い、別の製作方法を考えないといけないと感じています。
↓ ロータリー加工による穴あけの動画

ご相談・お問合せ


