プラスチゲージを使ってみました
加工技術
2021.01.28
金型のパーティング面の隙間を測定するまでの経緯についての記事は下記のリンクをクリックしてください。
以下、プラスチゲージを使用した結果になります。
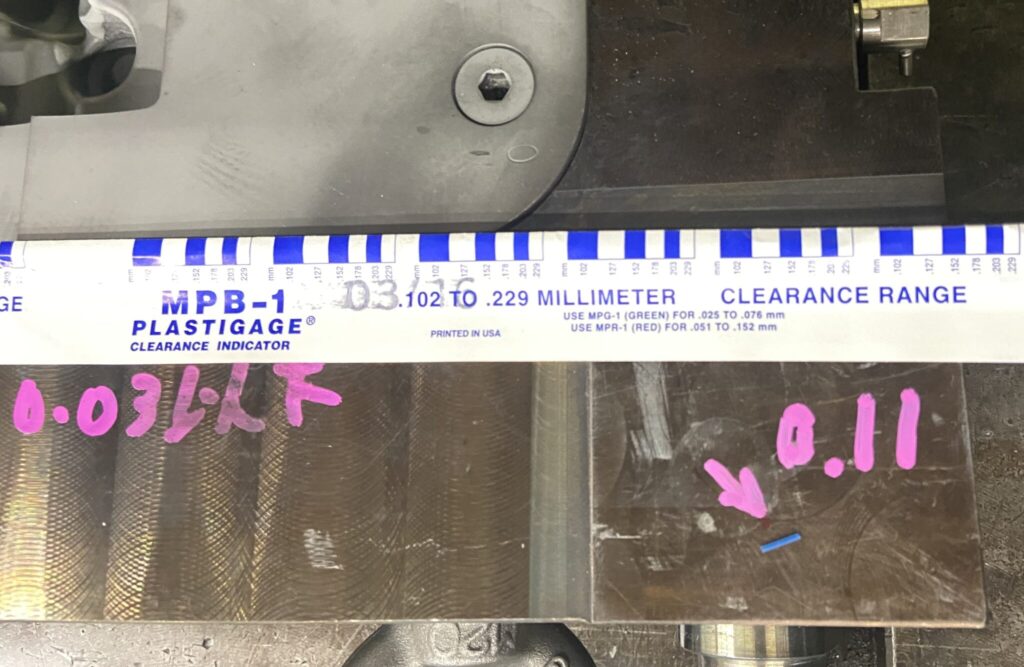
まずは、ダイスポッティングプレス 機に金型をセッティングし、金型を閉じた状態で、すきまゲージ(シクネスゲージ)で隙間を測定。


この時の隙間量は『0.11㎜』でした。
次にプラスチゲージ(青)を適当に切断し、金型パーティング面に置いて型締めを行いました。
プラスチゲージ(青)の隙間測定範囲は、0.102~0.229㎜ と記載されています。

プラスチゲージ(青)を置いた状態で型締めしたときに、パーティング面の隙間量が変わっていないかを、すきまゲージで再確認した後で金型を開き、押しつぶされて広がったプラスチゲージを、ゲージにあてがって隙間を判定します。
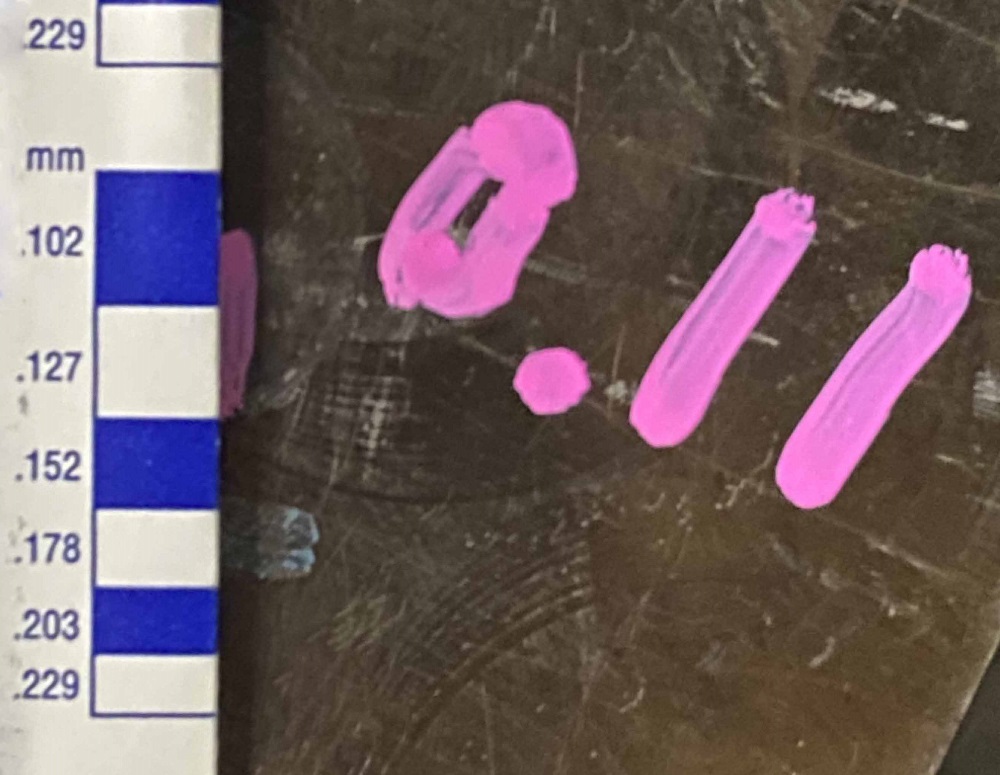
結果、すきまゲージで測定した隙間量『0.11㎜』とプラスチゲージ(青)で測定した隙間量『0.178㎜位』では約0.07㎜の誤差が発生していて、思ったような結果にはなりませんでした。
同じような手順で、プラスチゲージ(赤)を使ってテストをしてみました。
プラスチゲージ(赤)の隙間測定範囲は、0.051~0.152㎜ と記載されています。

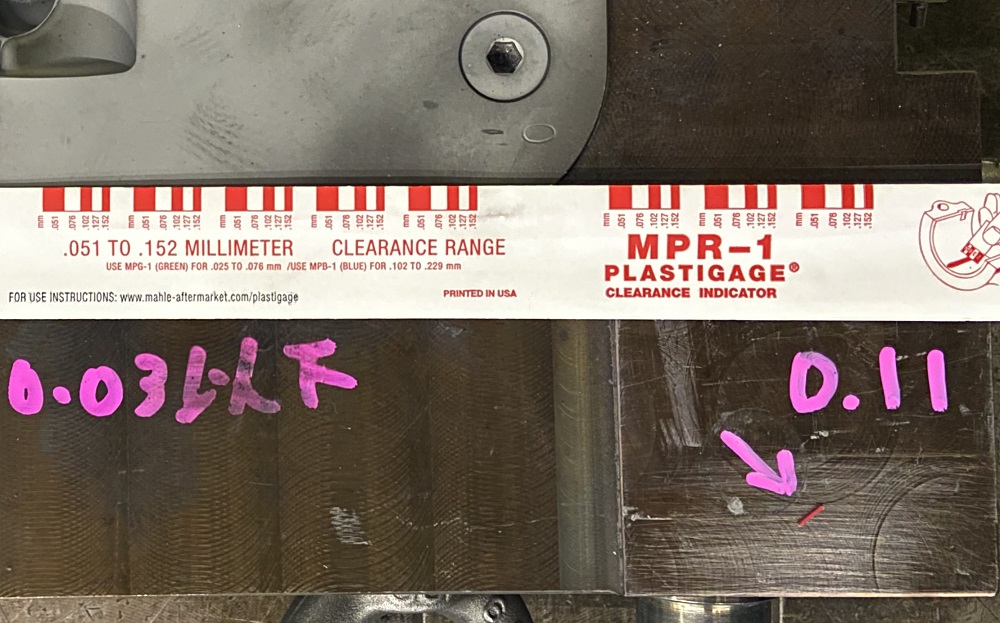
結果、すきまゲージで測定した隙間量『0.11㎜』とプラスチゲージ(赤)で測定した隙間量『0.152㎜位』よりも広がりが少ないので、『0.178㎜位』と仮定すると、プラスチゲージ(青)と同じく、約0.07㎜の誤差が発生していることになります。
実際の隙間量通りの結果にならなかったのは残念ですが、今回のテストでは、隙間量『0.11㎜』の場合は、プラスチゲージの測定結果から『マイナス0.07㎜』した数値が実際の測定値として考えてよいとなりますので、データとして残しておき、今後もテストを繰り返して実際の隙間量とプラスチゲージの読み値の誤差と規則性を確認して、ある程度の信頼ができる値を導き出したいと考えています。

ご相談・お問合せ


