縦マシから横マシへ
加工技術
2019.11.13

当社で金型部品を製作するのに、バイスで段取りする頻度は非常に高い。
特に同じようなサイズの小物を複数製作する場合、バイスは非常に便利だ。
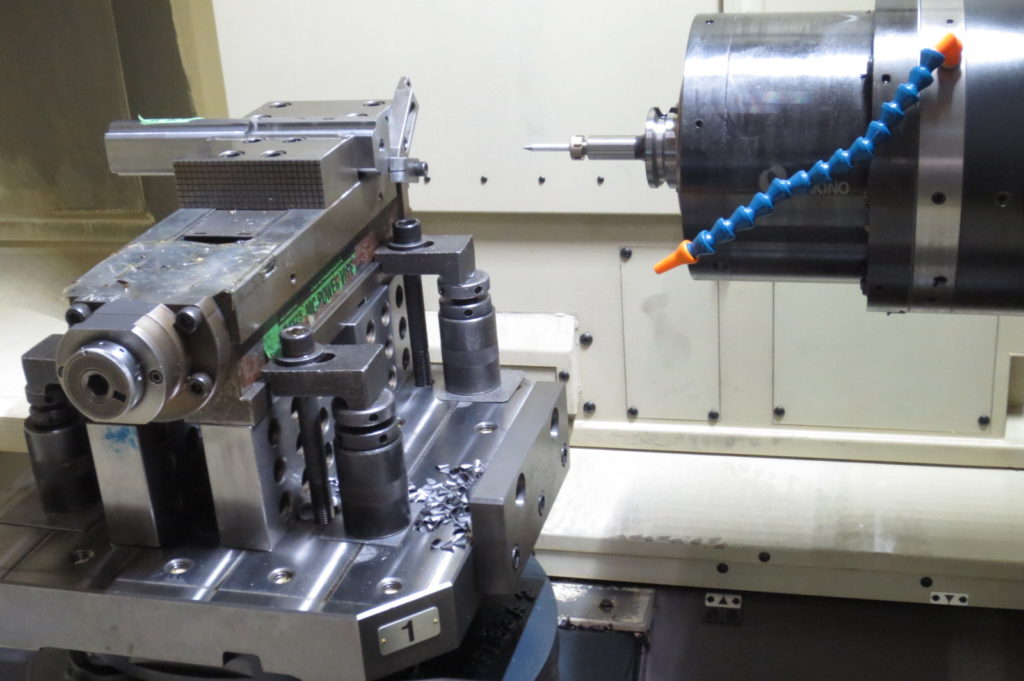
しかし、縦型マシニングセンターでトップ画像のような長尺の被削材を加工する場合は、機械のZ方向ストロークが不足したり、加工中に被削材が転びやすかったりと、安定した加工が難しくなる。
更に、バイスにクランプしたときに、まっすぐ垂直に固定が難しく、ストッパーなどを使って複数個の部品を芯出しレスで脱着をした際に、クランプされた位置と加工された位置でズレが生じてしまう可能性が高くなるので、クランプ後に垂直や芯出し確認をしてから加工をしなければリスクが大きい。
当社は横型マシニングセンターを複数台保有している。
横型マシニングセンターのテーブル面にバイスを乗せて、そのバイスに被削材をクランプすることで安定したクランプが可能で、ストッパーなどを使って複数個の部品を芯出しレスで脱着を繰り返しても、安定したクランプ繰り返し精度が確保できる。(下の画像を参照)
縦型マシニングセンターと縦型マシニングセンターの強みや特徴やメリットを考え、少しでも最適と思われる選択をすることが重要だ。

ご相談・お問合せ


