溶接機の更新
NEWS加工技術
2019.09.23

溶接機更新の背景
溶接機を使用中に「パンッ」と音がして使えなくなってしまいました。
溶接機の修理依頼をしたのですが、29年前に榮製機にやってきた骨董品で、 古すぎるために修理に必要な部品が調達できないとのことで、修理不能の診断を受けてしまいました。
当社には、もう一台溶接機があるのですが、これはさらに古いもので、溶接作業の担当者としては使いづらい溶接機とされています。
今後の受注活動で、溶接機を使った作業の取り組みを増やす計画であった矢先の出来事で、更新する選択しか考えられませんでした。
古い溶接機から新しい溶接機に更新することで、溶接の品質が向上し、結果として有意義な投資になると信じ、不幸な出来事ではなく、ポジティブな出来事だったと考えるようにしました。
溶接とは
主に金属で出来た部品①と部品②を熱で溶かして接合し、一体化させることです。
接合部分のみを溶かす必要があるため、狭い部分を集中して加熱できる必要があります。
部品①と部品②を溶かして接合する際、部品同士の隙間を埋めるために、溶接棒と呼ばれる溶加材を用いることが多いです。
溶接にもいくつかの種類があり、当社では主にTIG溶接を使っています。
TIG溶接の特徴として、
- 電気を使用しての溶接である。
- アルゴンガスなどの不活性ガスでシールドするため、不純物の混入が少なく、高品質な溶接ができる。
- スパッタが発生しないので、溶接作業がやり易い。
などがあげられます。

当社にとっての溶接とは
金型と溶接の関係性はあまりピンとこない方もいるかもしれません。
金型部品を作る際、前記したように部品同士を溶接をして接合しなければならないものもあります。
しかし、当社の場合は、キャビティ形状の磨耗、破損、割れ、形状変更、金型で作られる製品の寸法補正などで、金型の欠肉部に金属の肉を盛ったり、割れを接合したりすることに溶接を使うことがほとんどです。
そのために高品質な溶接が求められることから、TIG溶接を使用します。

金属を溶かすだけでは、肉を盛ることができないので、溶加材となる溶接棒を溶かし込んで肉を盛り、マシニングセンターなどで切削加工をしてキャビティ形状を正確に作り込んでいきます。

溶接で対応しなければ、高価な金型部品を作り直す必要が出てしまうので、金型には溶接技術が不可欠になってくるのです。
金型の溶接品質で大切なことは、ブローホールによる巣ができないこと、ヒケができないことだと考えています。
ブローホールとは、溶接して溶け込んだ金属の中でガスが発生したか、外部から侵入したガスが放出されず、金属の中に閉じ込められてできた空洞のことで、溶接を盛る部分に不純物がないことが大切になります。
ヒケとは、溶接した部分との境界が、凝固するときに表面が収縮して出来てしまう小さなくぼみ(へこみ)のことを指しますが、TIG 溶接でこのヒケをなくすことは無理なので、極力小さいくぼみにすることが大切です。
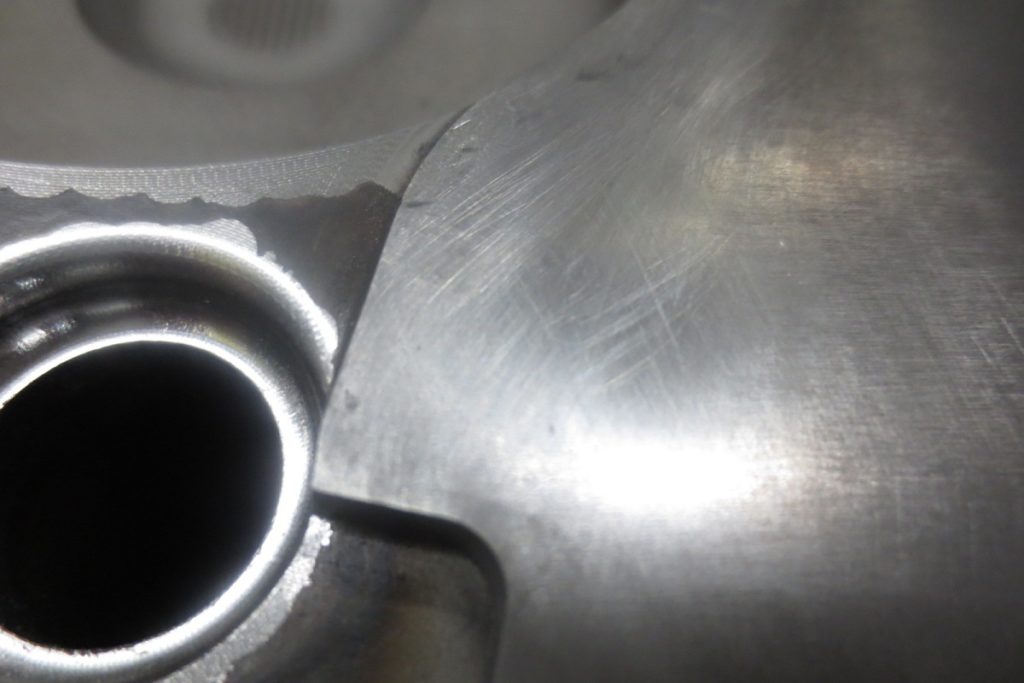
更新した溶接機で実際に行った、溶接後と加工後の画像は上の写真を参照ください。
今まで使っていた溶接機に比べ、とても安定した溶接ができて使い易いと、溶接作業者が喜んでいました。
品質においても、ブローホールはほとんどなく、ヒケも今まで使っていた溶接機に比べ、あきらかに小さくなっています。
溶接機の更新で、溶接作業の時間短縮は期待できませんが、手仕上げの作業時間は大きく短縮できることが期待ができます。
今まで溶接作業はあまり得意分野ではありませんでしたので、溶接を伴う受注は少し拒否反応をもっていましたが、溶接機の更新をきっかけに得意分野になっていくことを期待しています。

ご相談・お問合せ


