キャビティ部品 D01
ダイカスト金型部品
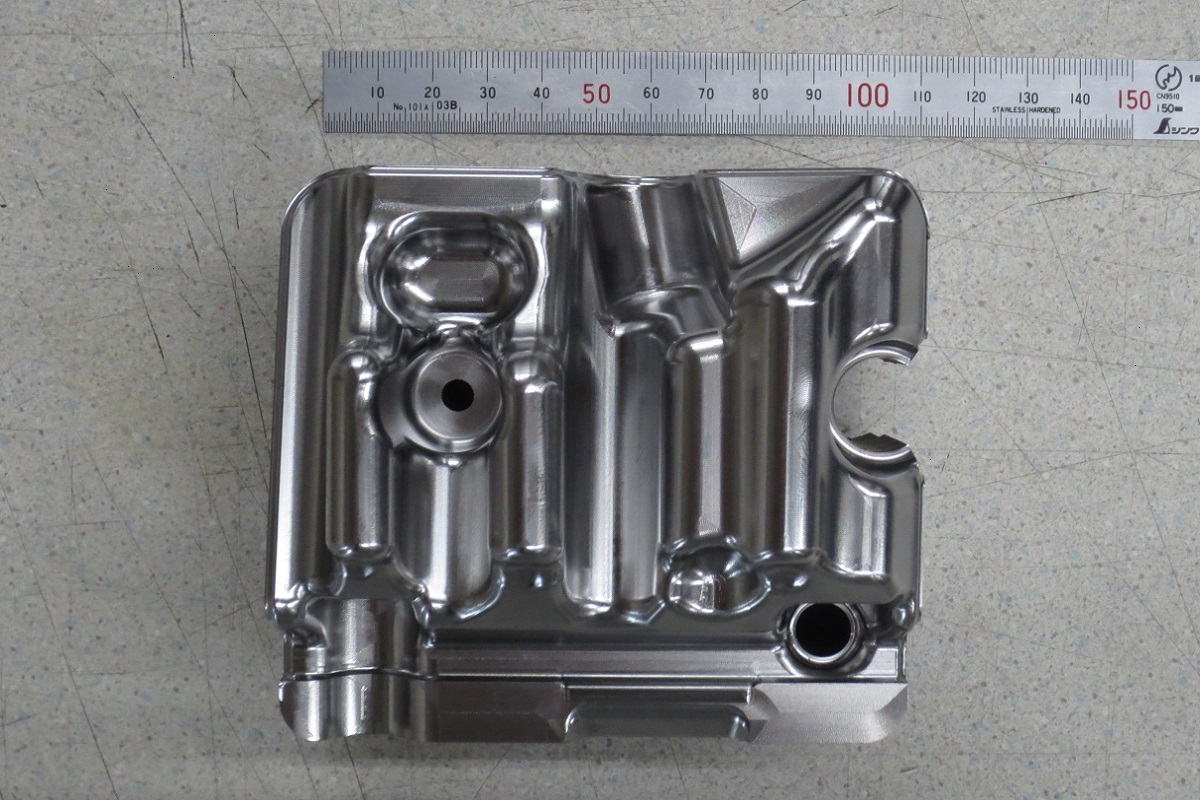
材質:SKD61 焼入れ・焼戻し:HRC46
使用機械:牧野 V56i 設備一覧はココをクリック
キャビティ形状はすべてマシニング加工で仕上げており、放電加工は使用していない。
最小凹コーナーRはR=1で最終的にφ2のボールエンドミルまで加工を入れている。
機械加工後にキャビディ形状を手作業でキレイに磨きあげる必要があり、硬度がそこそこ高いため、この磨き作業にも結構な時間を要してしまう。
手作業による磨き作業であるため、磨きに費やす時間が直接人件費のコストに直結してしまう。
目的を磨き職人が費やす時間を極力減らすためとし、 機械加工時間が増えても目をつむり、加工ピッチを細かくし た。
さらに、マシニングセンターの仕上げ加工で、複数工具を使用することによる工具のつなぎ目段差が極力出ないように工夫した。
放電レスであるため、放電加工による表面硬化がないので磨きに対して不利に働かないこともうれしい。
手作業による磨きではなく、ショットブラストによる手磨きの代替で問題ないのであればさらにコストを抑えられるのだが。
マシニング加工の様子を撮影した動画は以下を埋め込みをクリック



ご相談・お問合せ


