ワークの芯出し
加工技術
2020.08.28

マシニングセンターやフライス盤で、ワークの芯出しをするにはいくつか方法があり、芯出しバーやタッチプローブ式のツーリングを使うことが多いかと思います。
芯出しバーやタッチプローブ、どちらも高精度な芯出しは出来るのですが、欠点や懸念事項として、これらのツーリングは機械の主軸に取り付けたときの振れ精度が「0」ではないため、取り付け精度が芯出し精度に影響を及ぼしてしまい、正確な芯出しが確約できません。
更に、芯出しバーを使った場合、芯出しに使っている部分にバリ、カエリが発生していたら高精度な芯出しはできません。


当社では、トップ画像のように、ピックテスター(てこ式ダイヤルゲージ)とφ10のリングゲージを使用し、ピックテスターの振り回し径を正確にφ10に設定して、振り回し径φ10のピックテスターをワークの芯出し面に当てて振り回しながら「0」になるように軸を移動させて芯出しをします。
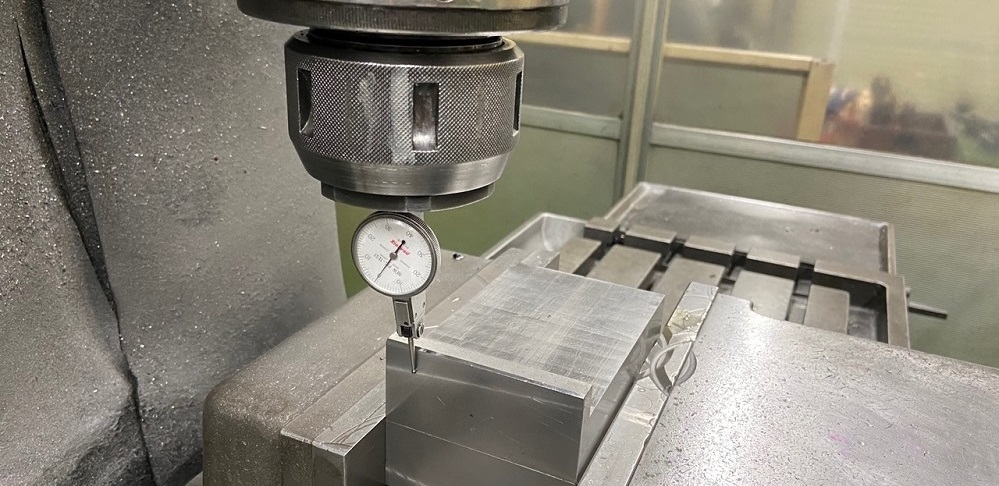
この方法ですと、ピックテスターが振れていたとしても、主軸の回転中心からピックテスターの針の「0」位置までの距離は正確にR5(φ10)になるので正確な位置で芯出しが出来るのです。
位置精度が±0.05程度の芯出しの場合は、芯出しバーやタッチプローブを使って芯出しをしても十分な精度は確保できますが、位置精度が更に厳しい場合は、正確な位置精度で芯出しができるピックテスターを使うようにすることをおすすめします。

ご相談・お問合せ


