小径高送りカッタ(レビュー)
加工技術
2020.05.28

前回(2020.05.21)のブログで紹介した切削工具、タンガロイ製の刃先交換タイプの小径高送りカッタ TungForceFeed(タング・フォース・フィード)を使ってみたレビューです。
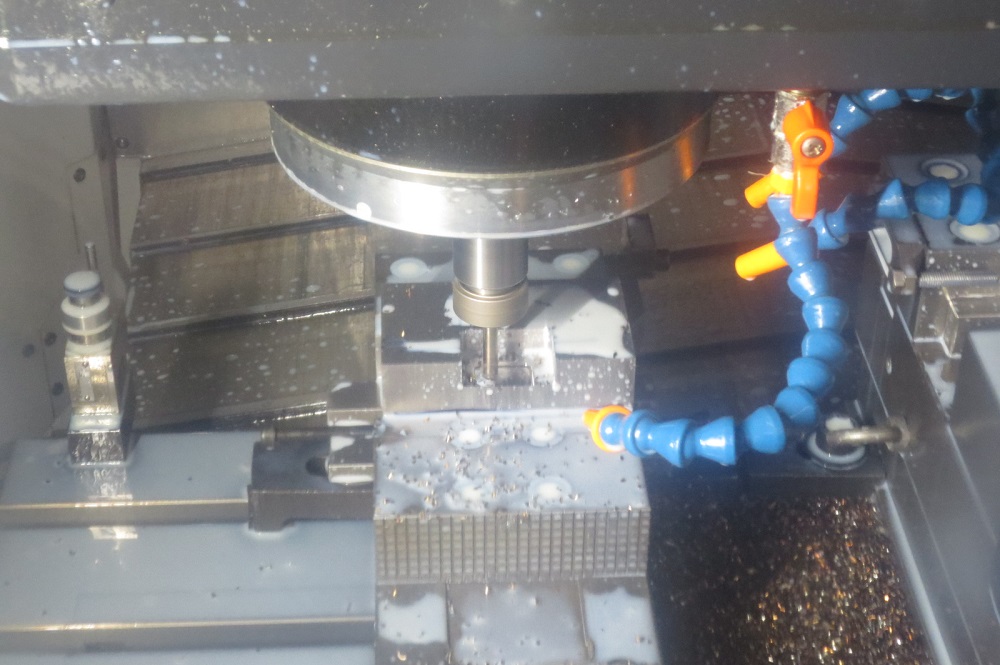
今回の加工で使用した切削条件等は以下の通りで、トップの画像は加工後の工具の状態を撮影したものです。
- 工具径:φ8
- 被削材:SKD61Ⓗ (HRC30)
- 回転数:6000 (min−1)
- 切削速度:151 (m/min)
- 突出し量:38 (㎜)
- テーブル送り:2700 (㎜/min)
- クーラント:あり (水溶性)
- 傾斜切込み角:2゜(F=675)
- Z切込み量:0.5 (㎜)
- 加工時間:52分
トップの画像では分かりにくいかも知れませんが、刃先に微細な加工跡がみられコーティングも剥がれ始めている状態で「もう少しは加工ができそうかな?」と感じました。
今まで使用していた超硬ソリッドエンドミルと比較すると、工具寿命はやや劣る(感覚的には30%程度劣る)けれど、時間当たりの切粉排出量(仕事量)は多く、加工効率は向上(60%程度向上)したと判断しました。
又、工具費を比較すると、超硬ソリッドエンドミルだったものを刃先交換タイプに変更したので、エンドミル1本とインサート1個の費用だけで比較すると、約1/10の工具費に抑えられることは非常にありがたい。
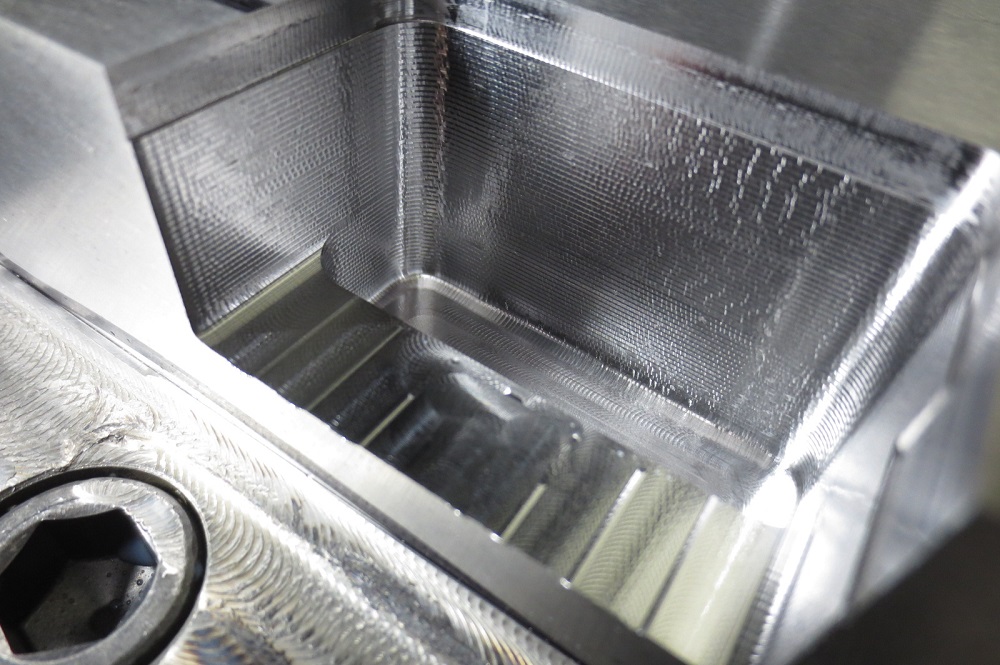
上の画像は、ワークをφ8 高送りカッタで荒取り加工をした状態のもので、コーナーRにビビリやその他に問題点は見当たらず、希望の範囲内の状態で荒取り加工が完了しています。
今回の加工はポケット状になっている形状ですが、切粉はほどよくカールしており、噛み込みによるつぶれた切粉はほとんどありませんでした。

今回加工したときの切削条件がベストではないと思いますが、予想をはるかに上回る良好な結果が出ました。
テストはφ8の高送りカッタのみの検証しかしていませんが、普段は超硬ソリッドエンドミルで荒取り加工をしている加工工程を、φ8以外の工具径にも横展開する価値が十分あると判断しますので、少しづつ買い揃えていきたいと思っています。
工具の詳細は下記リンクをクリック
株式会社タンガロイ

ご相談・お問合せ


