小径高送りカッタ
加工技術
2020.05.21

マシニングセンターを使って大荒取りをするとき、刃先交換タイプの切削工具を使うことが多いと思います。
当社でも荒取り加工のときは、刃先交換タイプの切削工具を使用する場合がほとんどです。
当社では刃先交換タイプの荒取り加工用の切削工具は、主にφ50~φ16を使用していて、これよりも小径の切削工具が必要な場合は、超硬ソリッドエンドミルを使用することになります。
超硬ソリッドエンドミルの価格は、ピンからキリまでありますが、荒取り用の 超硬ソリッドエンドミル に高価なものを使用するのは、なんだかもったいなく感じていて改善したいと考えていました。
刃先交換タイプの切削工具は、工具の構造上、小径のものは難しいですし、特にインサートが強度的に脆弱なものになってしまうと考え、φ16を下限の直径として運用していました。
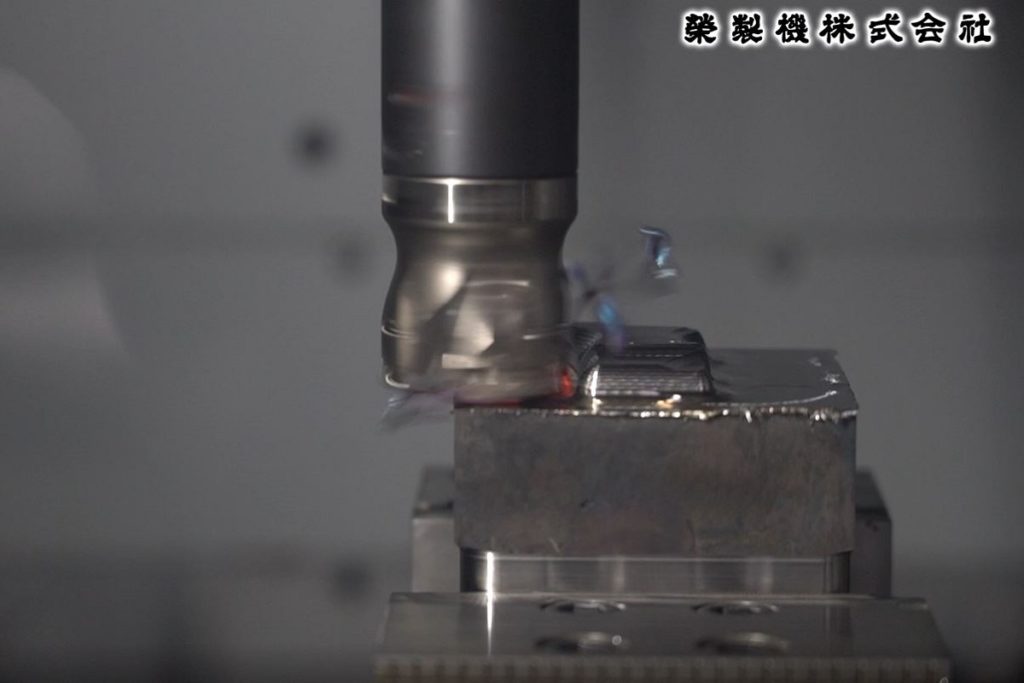
超硬ソリッドエンドミルよりも加工速度(荒取り効率)が上げることができて、更にインサートの価格が安価であれば随分と加工改善ができると思い、テスト的にφ8の小径の刃先交換タイプの切削工具を購入してみました。

当たり前ですが、カッタ(ホルダ)は細く、小さいねじでインサートをクランプするので、とても貧弱に感じますし、特にインサートの穴と外周部の肉厚がとても薄いのですぐに破壊してしまわないだろうかと心配です。

実際の加工は、まだ行っていませんので、加工結果のレビューについては後日報告したいと考えています。
工具の詳細は下記リンクをクリック
株式会社タンガロイ

ご相談・お問合せ


