小径面取り工具
加工技術
2019.11.06
狭い部分や凹部コーナーRが小さい部分の面取り加工に、富士元工業 NICECUT 「チビモミ」を使用しています。
富士元工業 株式会社
この商品を使用している理由として
- 工具の先端径がφ0.5と小さいので、狭い部分や小さい凹コーナーRまで面取り加工が可能
- ホルダーにチップを取り付けるスローアウェイ方式の工具で、チップは1枚で2ケ所使えるのでソリッド工具よりもお得な気がする
実際に加工をしてみると、アルミや構造用鋼や炭素鋼などの比較的やわらかい材料に対しては、切れ味も面取り品質も工具寿命も問題なく満足できる工具です。
しかし、当社でこの工具を使う場合の被削材の材質は、ステンレス系のブリハードン鋼でHRC34程度の硬度で、チップが新品のときの面取り品質はよいのですが、工具寿命が短くチップ交換の頻度が高くなってしまいます。
このチップは個人的には高価な部類だと思っているので、なんとか改善をしなければ気持ちがザワザワしてなりません。
切削条件を変更してみても、大きな改善は見られませんでした。
残る改善は、工具自体を見直しするしか思い浮かびません。
結論から言うと、自社で工具を研磨して小径用の面取り工具を作ってみました。
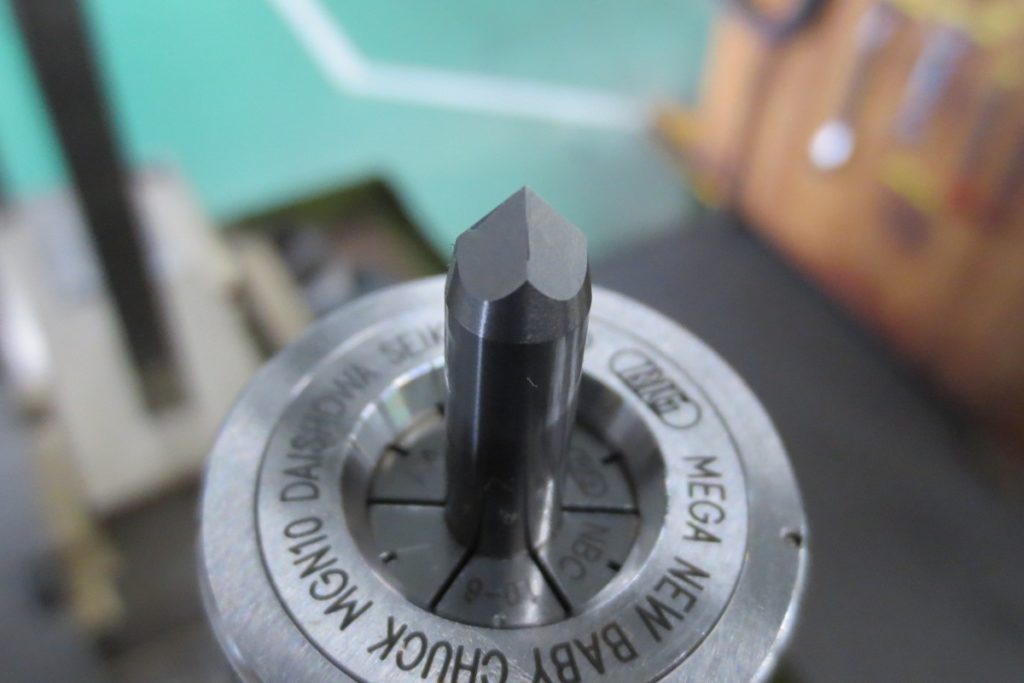

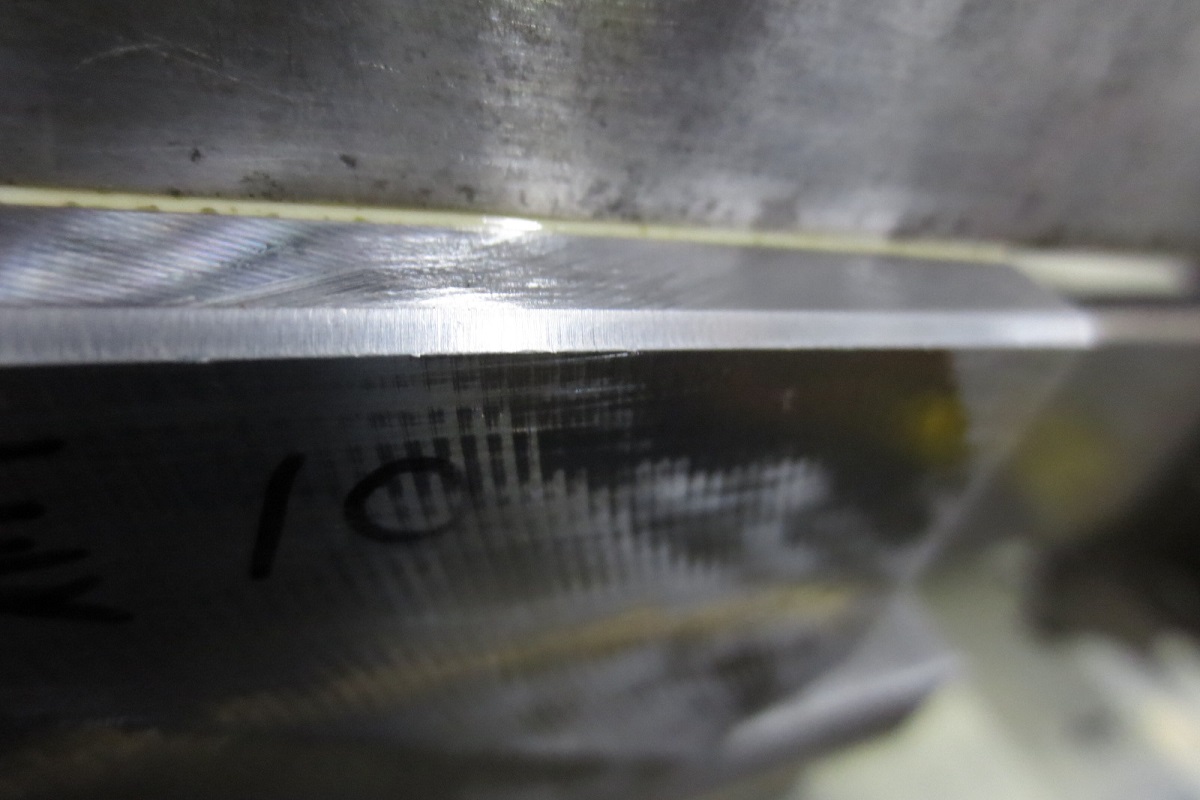
ピラミッド状の四角錐に成形し、各平面との稜部の凸ピン角を切れ刃部分としてテスト加工を行ってみました。
すくい角がないので、削れたとしても大きくバリが発生し、後処理が大変ではないだろうかと予測していましたが、実際に加工した面取りの状態がトップ画像のものになります。
加工条件は、今まで使っていた「チビモミ」と同じ条件で行ったので、加工時間の変化はありません。
面取りの品質はどちらも同レベルでした。
工具寿命に関しては、テストの回数が不十分でハッキリしたことは言えないが、同レベルと考えてよさそうです。
しばらくは「チビモミ」の使用を控えて、自社で工具研磨したピラミッド型の四角錘工具で加工を続けていきたいと思います。
とにかく、高価なチッブの消耗費が「0」になる効果は大きいので、よく観察し改善をして少しでもよいものにしていきたいです。

ご相談・お問合せ


